マクロ解説1:NCデータはどう動くのか
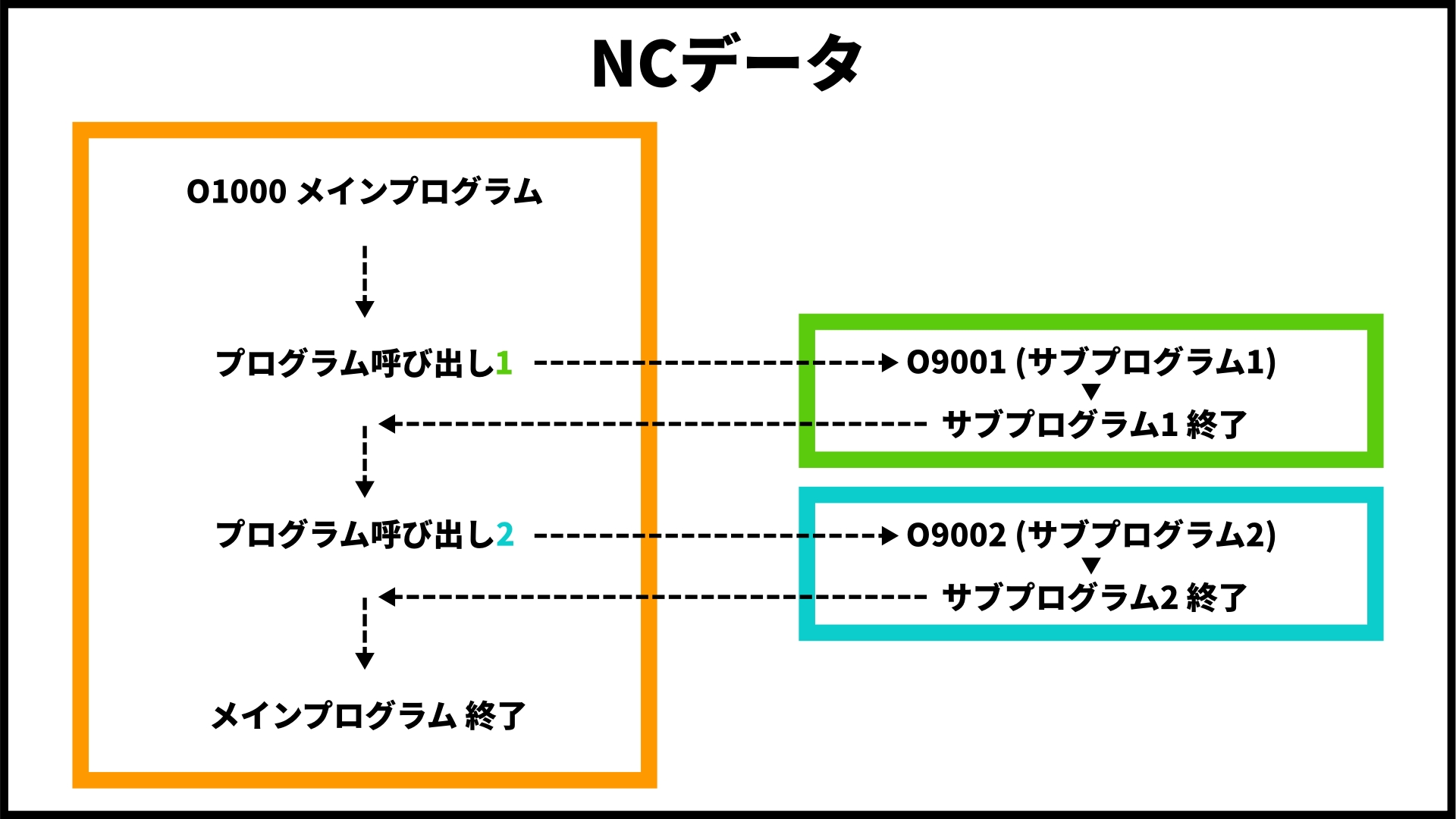
1.1 プログラム呼び出し
NCデータは複数のプログラムで構成されます。その単位がO番号です。
O1000や09000などのIDで区別されます。それらが集まってNCデータを構成しています。
機械では最初に実行するメインプログラムとなるO番号を選択し、加工をスタートさせます。
1つのプログラムはさらに1行ごとのブロックで構成されます。
スタートしたプログラムは上から順に実行され、プログラム終了ブロックで実行が終わります。
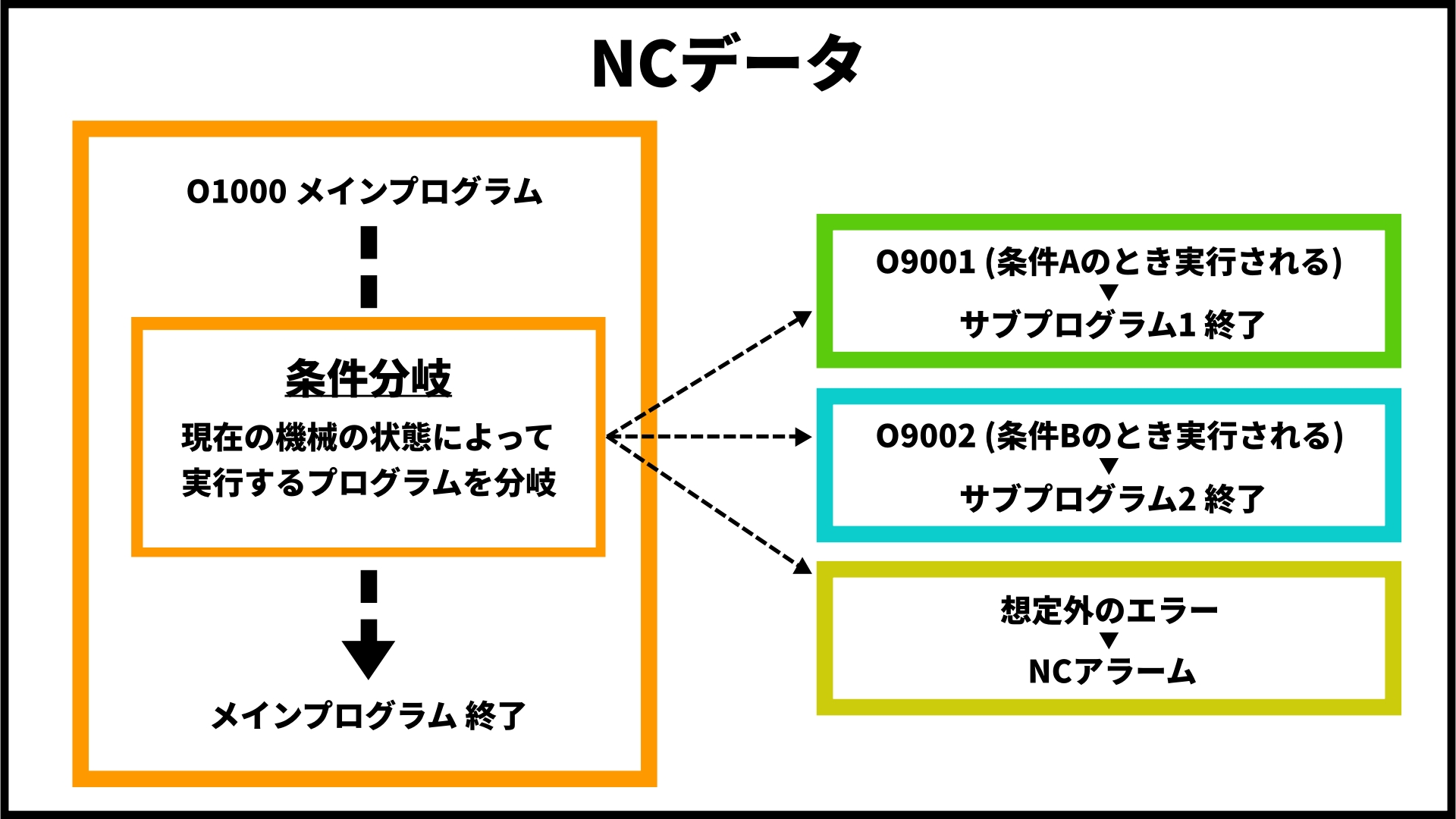
1.2 条件分岐
プログラムの流れに条件分岐を組み込むと、NCデータがより利用しやすくなります。
例えば、
・現在の座標系(G54/G55…)によって加工面を分岐
・主軸にセットされている工具によって加工寸法を分岐
・プローブによる計測結果に応じて補正を設定
・想定外の動作をしたときは工具を退避。NCアラーム
などです。
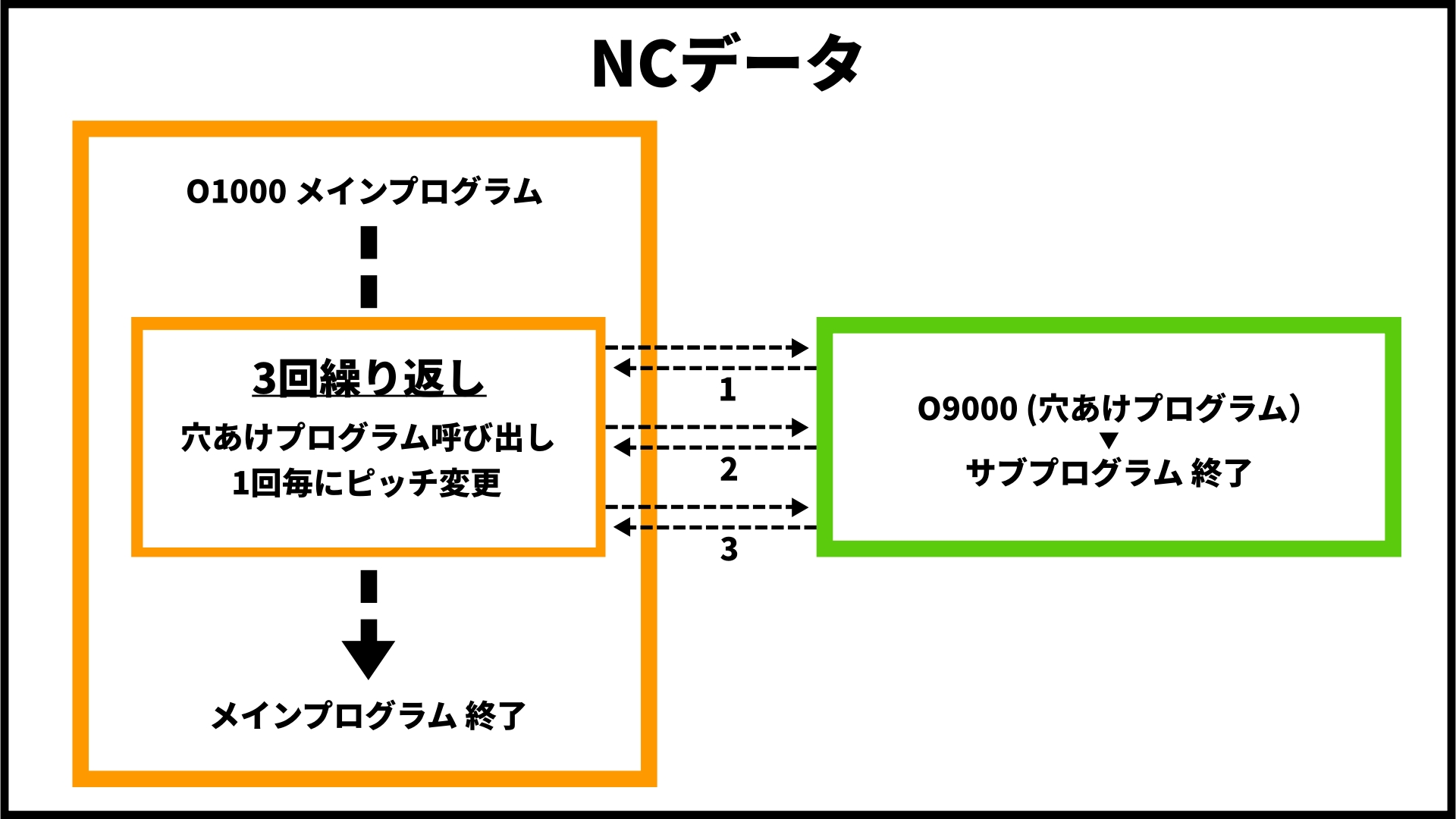
1.3 繰り返し
同じ加工プログラムや、寸法を変えただけで動きは同じプログラムなどを使うときは繰り返しを使うと便利です。
例えば
・円周上に等間隔で穴あけ(ボルトサークル)
・一定のピッチで工具を下げながら底面まで加工
などです。
以上の、
・プログラム呼び出し
・条件分岐
・繰り返し
がNCデータを構成する大きな要素です。
これらは、マクロ(カスタムマクロ)を使うとより利便性が増します。(第2回に続く)

